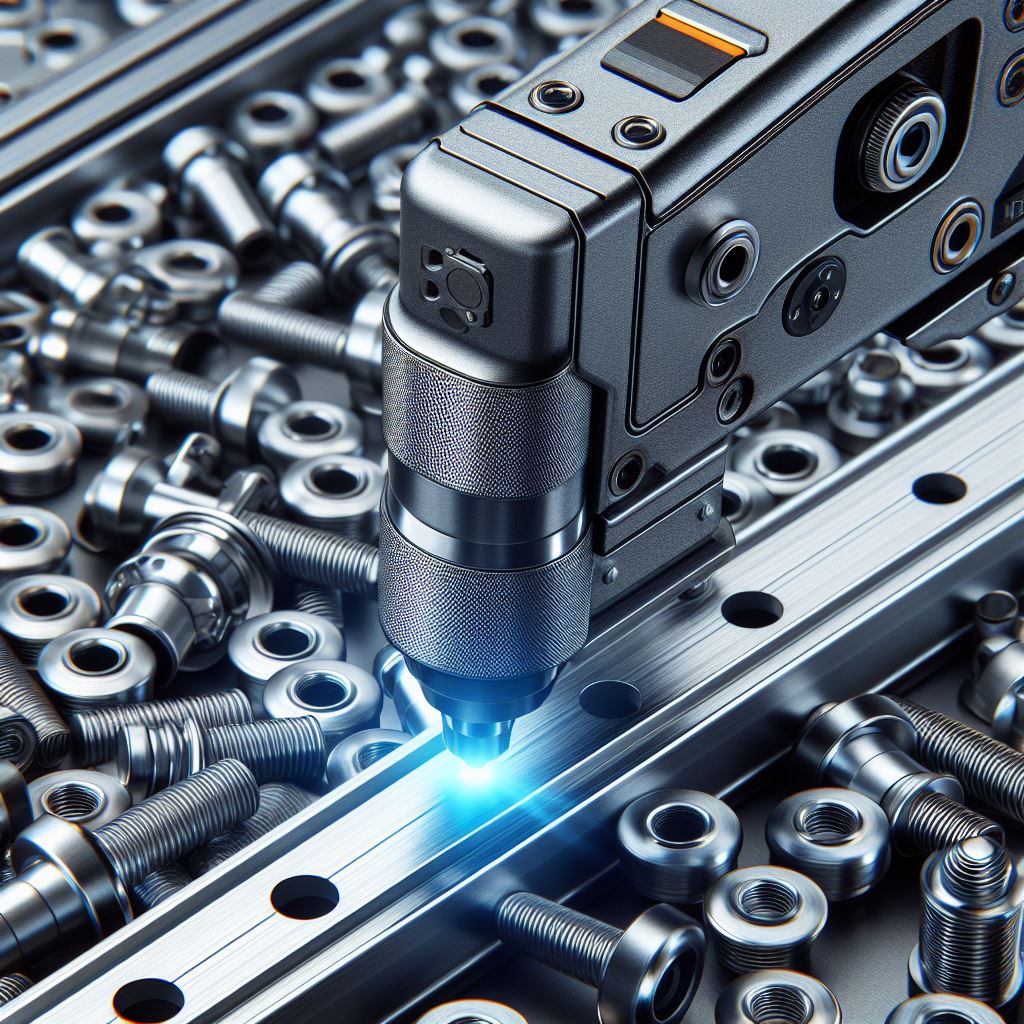
A laser-assisted self-piercing rivet that can join aluminium and steel sheets in a single step. The rivet is made of aluminium and has a conical tip that can penetrate the steel sheet with the help of a laser beam. The laser beam heats up the steel sheet locally and creates a hole for the rivet to enter. The rivet then expands and forms a mechanical interlock with both sheets. The laser beam also melts a thin layer of aluminium on the rivet surface and creates a metallurgical bond with the steel sheet. This way, the joint is strengthened and the formation of brittle intermetallic compounds is minimized.
It can join aluminium and steel sheets with different thicknesses and properties.
It does not require any pre-treatment or coating of the steel sheet.
It has a high productivity and flexibility, as it can be performed with conventional resistance spot welding equipment and a laser source.
It has a low heat input and distortion, as the laser beam is focused on a small area and the rivet acts as a heat sink.
It has a good joint performance, as it combines mechanical and metallurgical bonding mechanisms.
Laser-assisted self-piercing rivet for joining aluminium and steel sheets
A laser-assisted self-piercing rivet comprises an aluminium rivet body having a conical tip and a flange, and a laser source that emits a laser beam along the rivet axis. The rivet body is inserted into a conventional resistance spot welding gun and aligned with the sheets to be joined. The sheets comprise a steel sheet on the bottom and an aluminium sheet on the top. The laser source is activated and the laser beam impinges on the steel sheet, creating a hole for the rivet tip to enter. The rivet body is then driven into the sheets by the welding gun, forming a mechanical interlock with both sheets. The laser beam also melts a thin layer of aluminium on the rivet surface and creates a metallurgical bond with the steel sheet. The laser source is deactivated and the welding gun is retracted, leaving a strong and durable joint between the sheets.
AC current is used for aluminium and it’s alloys. When electrons flow from the workpiece to the positively charged tungsten during the cleaning half cycle, they remove the oxide layer from the surface of the aluminium by blowing it off from beneath and the gas shield of inert argon prevents new oxide forming thus allowing the molten pool of pure aluminium to fuse.
https://is.gd/yo32tN
ac for tig aluminium, ac or dc for tig, difference ac dc tig welding, why ac on tig
Customers often call to find out what is the best suited welders for aluminium welding of components together? Are AC DC Tig welders for sale in Australia as good as those from overseas?The answer is yes and you may want to consider an Inverter AC DC tig welding machine for the job. During the GTAW process the polarity of the arc changes and is either removing aluminium oxide from the surface or adding heat to the weld pool. The AC tig welding process is best for aluminium welders and is only slightly pipped by hybrid wave processes that include a DC component.
ACDC Tig welders are best suited for welding aluminium
Hybrid wave welding equipment injects a small DC interlude between the AC welding cycle. When welding aluminium the AC arc is balanced between cleaning and penetrating with the percentages varying based on the operator’s choice. The DC component is 100% penetrating so the overall effect to the aluminium tig welding process is an additional heat input resulting in deeper penetration. The use of inverter welders makes this complicated process much simpler.
Suitability and tig welder choice are always best discussed with our expert staff. The choice you make will everlast and it must be correct. When it comes to AC DC Tig Welders available for sale from us, the team at Tokentools welding equipment supplies is always willing to assist our customers on making the right choice. Call us on 1300 881 991 today.
When you look at any market, and specifically long established methods or practices within those markets, the biggest disruptions are born out of occupational health and safety concerns.
The rise in weld cleaner machine use is driven by the dangers of pickling paste use. Now there is a…
Recently Andrew (T) provided feedback on his experience using the Metalmaster Pulse 250P Mig Welder and Elite 215 AC DC Pulse Tig Welder. Andrew shared images of his impressive projects.
“Just a bit of feedback for you guys. I just recently finished this 7.5 mtr Alloy boat Trailer using…