CIG Transtig 150 Cigweld Tig Welder
|
CIG Transtig 150 TIG Welder |
|
|
|
Straight off the trusty trailer. It weighs about 90 kilos.
|
This gives me pleasure. Involving kids in the active participation of pulling stuff apart. Alek(6) is turning into me ever so slowly. He just needs to grow taller and lose his hair. |
|
The ratchet was too boring, apprentice needs some action. In comes the power assisted ratchet.
|
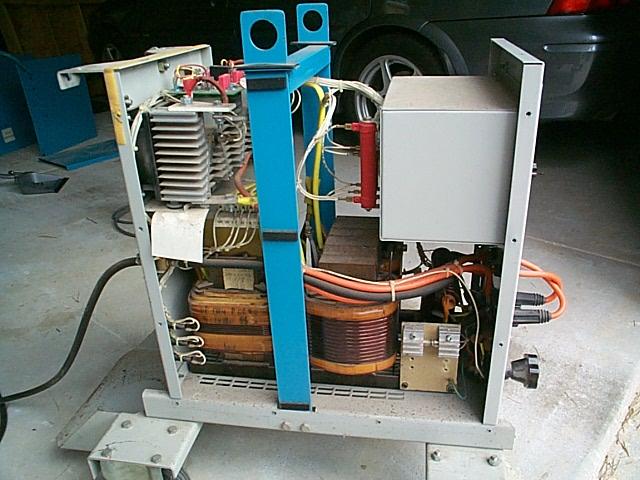
No mouse wheels in here, just hard core copper with a lot of electrical things.
|
|
A close up the heatsinks reveals a lot of built up dust. I quick blow out with the compressor and we are clean.
|
This is the electronic control board that sits behind the front panel. It was clean as it is sealed in it’s own box.
|
|
Finished with the clean up. The front panel has pre and post gas control timers, Current selector, arc force selector, TIG or manual ARC switch. The AC / DC is selected by crossing over the orange leads. |
Alek and Marcus(4) pleased with the result. They then set about like a couple of raptors insisting I power it up and start welding. Look at ’em, anyone would think it was theirs the way they pose. |
|
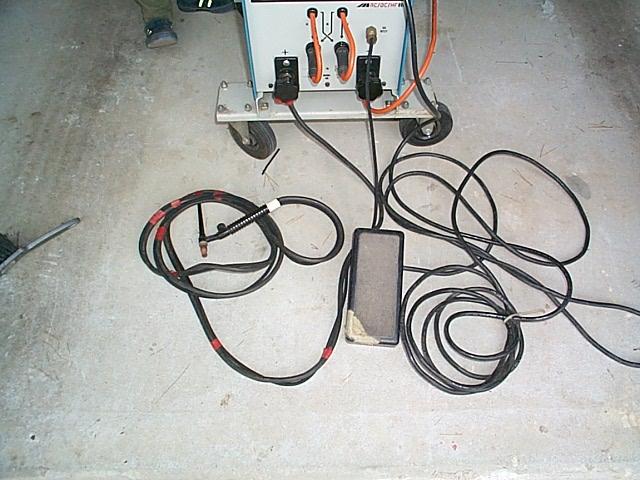
Here is a shot of the foot controller and TIG gun. The foot controller also varies the current. |
Here is a shot of the unit with the argon attached. The power source is clean and shiny. Almost like new. |
|
Spare collets, electrodes, gas shrouds and a “feed wire holder” on the right. |
Here is the manual arc electrode holder. Note the small hand held push button. |